In early April 2017, I attempted to mill aluminium sheet with the Stepcraft CNC machine to make the foldable net for the switch frame. These parts are very intricate and would otherwise take many hours of manual drilling and filing to make so a the CAD-CAM-CNC route was worth pursuing. Although the Stepcraft machines will cut aluminium, the unyielding nature of the material and relative lack of rigidity of this machine system and no installed means of cooling the frictional heat generated (compared to any milling machine or commercial CNC machines) means that the cutting parameters must be highly conservative. I found that cutting only 0.1 mm depth per pass at a relatively slow spindle speed of 7,500 rpm and XY feed rate of between 1,000 and 1,500 rpm worked quite well. I used a 2 mm diameter, 2 flute TiAlN coated solid carbide cutter.
It is recommended to use a cooling air supply when cutting aluminium with a CNC router but I found that this was unnecessary with these parameters. It is also advisable to choose a grade of aluminium with good machining properties (high Brinell hardness values are generally better). 6082T6 grade machines well. This sheet grade is NS4 H3 (equivalent to 5251 H22) and was bought from a motorsport parts supplier (Merlin Motorsport). I used 3/64″ (1.2 mm) thickness sheet because on observation of the various images of the original guitar, 1/32″ (0.8 mm) sheet seemed too thin and 1/16″ (1.6 mm) too thick so I decided to split the difference.
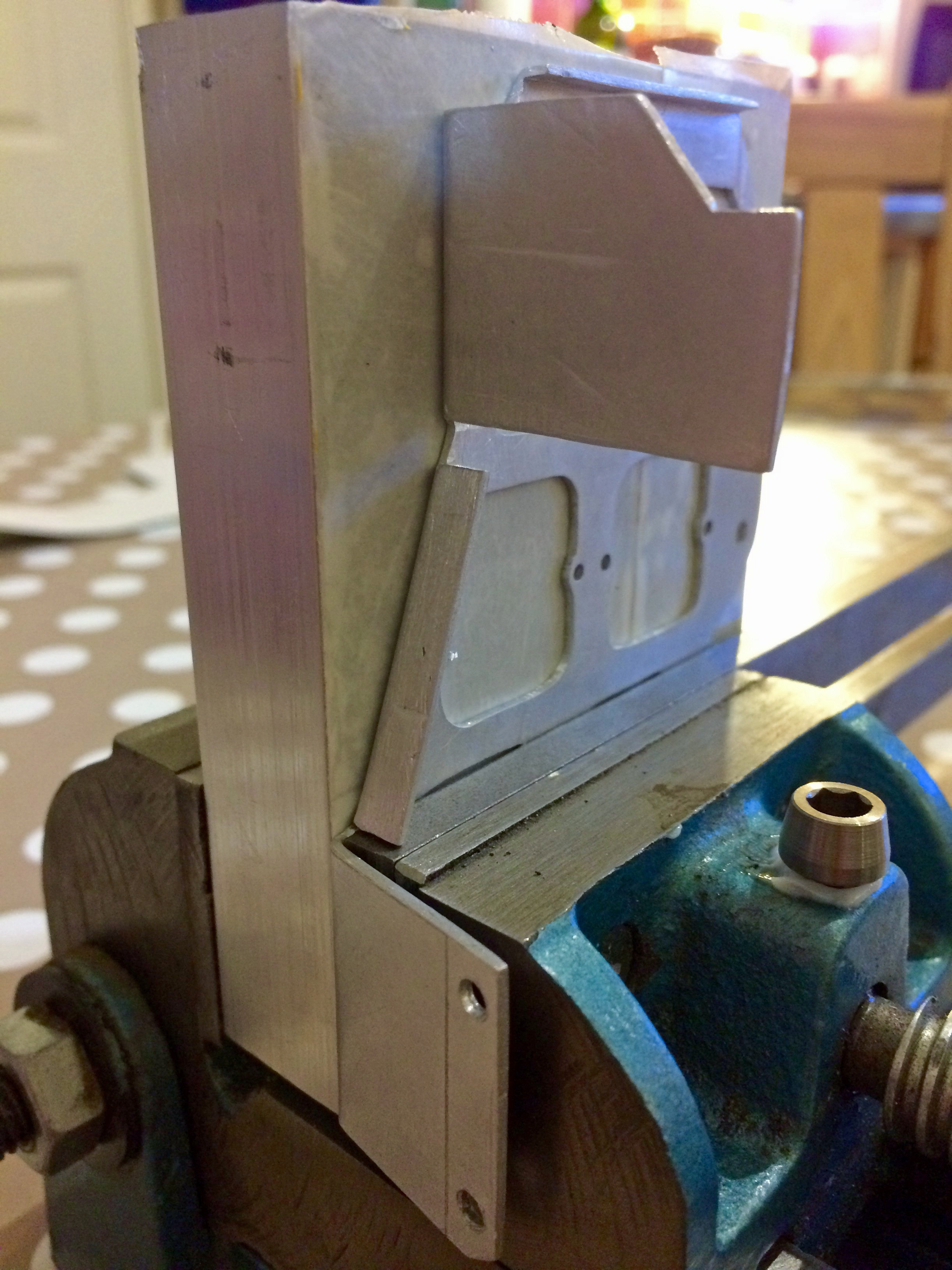
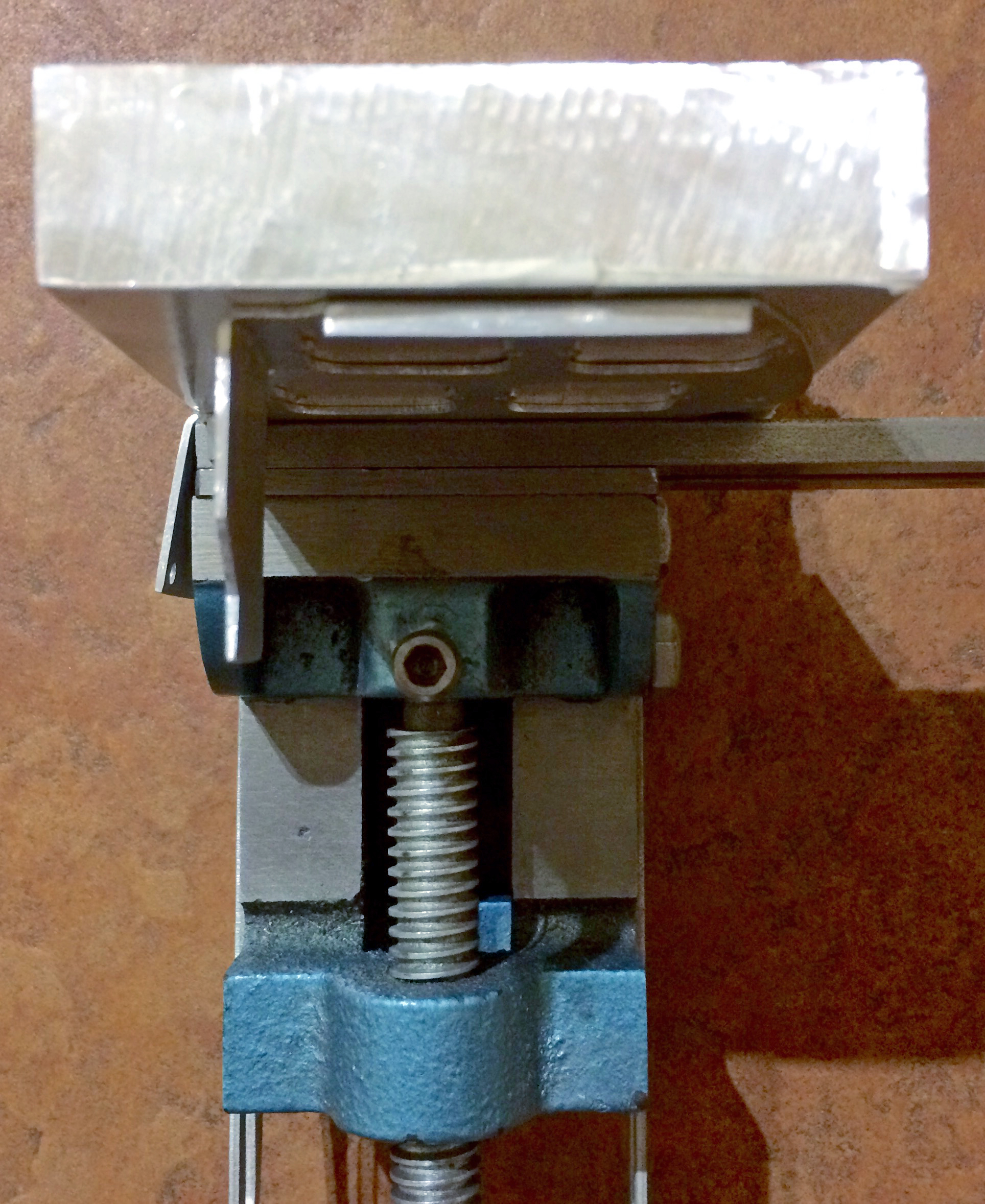
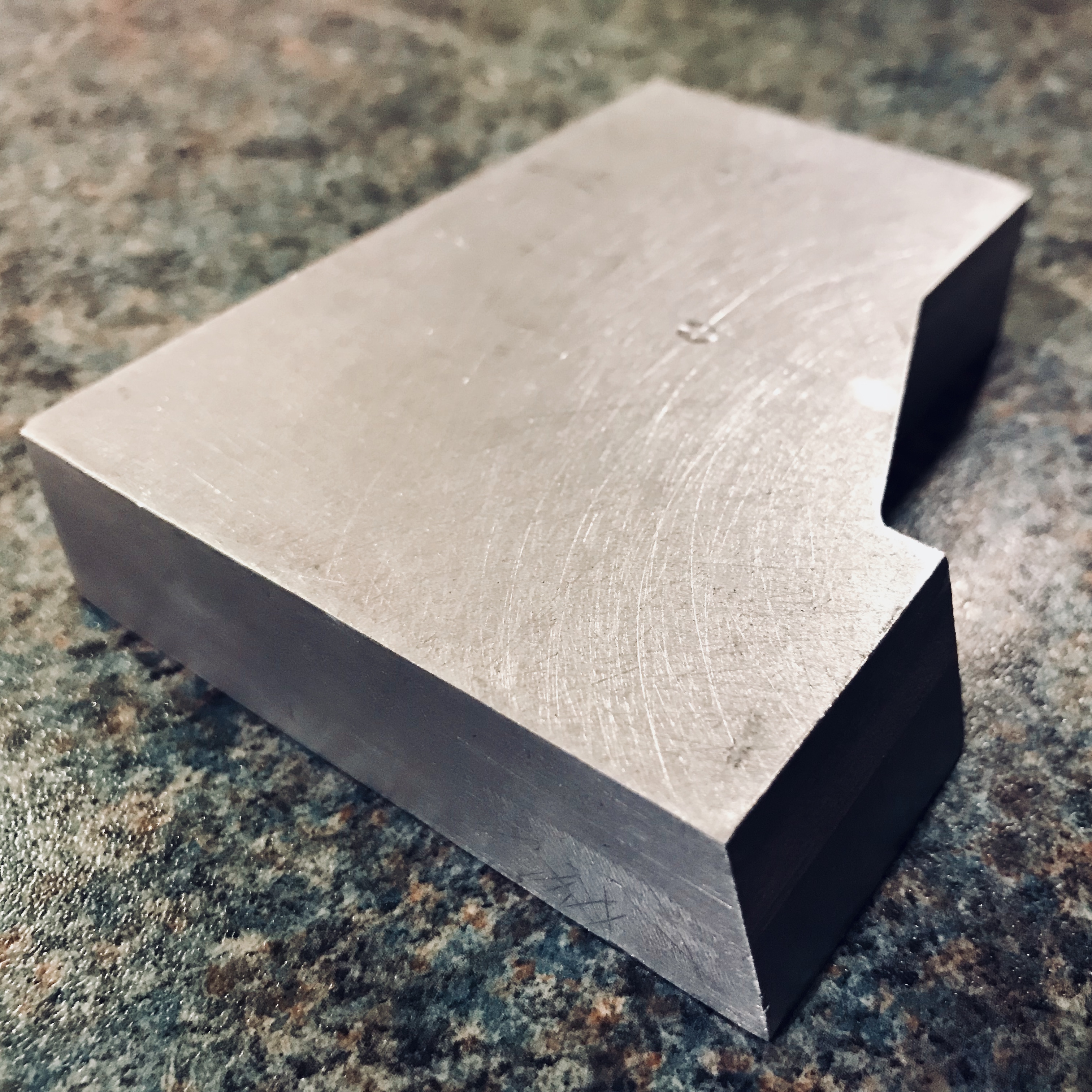
A successful outline cut of the foldable net for the aluminium switch frame is only half the work becuase folding the tabs over is quite challenging. For my first attempt, I fashioned a bending brake using a vice, an aluminium block and some mild steel bars. I probably should have heated up the aluminium sheet to make it more malleable but I didn’t have a gas torch at this stage of the project. Later on, I designed and successfully CNC cut a bending former from an offcut of 20 mm thick 6082T6 grade aluminium block.
The picture gallery below contains images of the results of this process. I used my rough cut guitar body assembly to test fit the first switch frame attempt. The gallery also contains two images of a test assembly I did with the Mk 2 pot/cap plates with two Bourns PDB181-GTR02-254A2 guitar potentiometers, a vintage TCC Metalmite CP33N paper-in-oil capacitor and a set of stainless steel KAT pot extenders. In the quest for authenticity, I inserted two silver plated barb cone lock PTFE insulated terminal posts (part #156-WE-SP) of a similar type that Nigel used to wire up Brian May’s Red Special guitar. I bought a quantity of these from Aerco Ltd in Horsham, West Sussex. They are designed for military type applications.


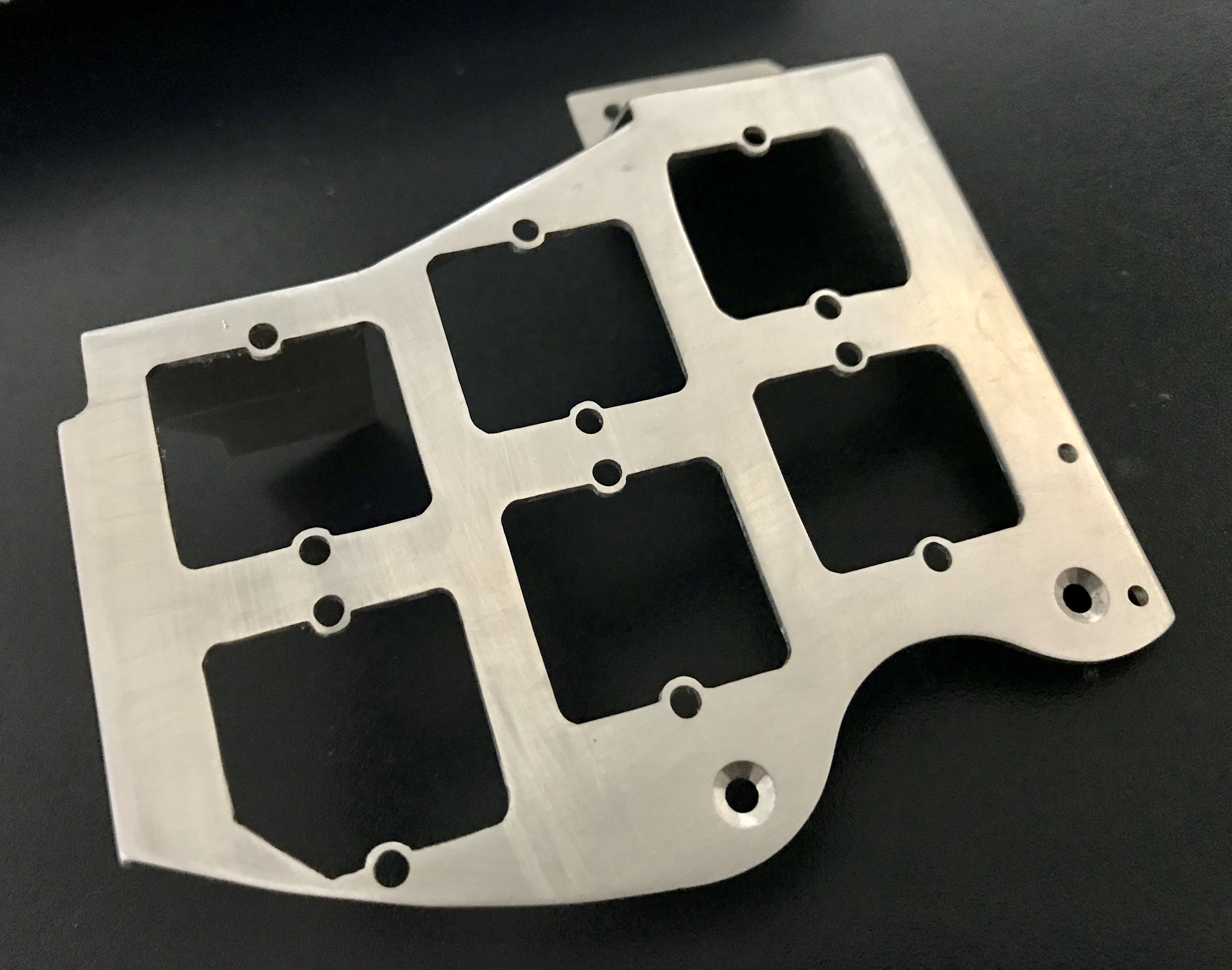

For my first cut attempt, I used a sheet of 1050A grade aluminium sheet from an eBay seller. This grade is almost pure aluminium and did not mill very well because it is too soft and does not generate chips which can be cleared by the cutter. I made a design change to Mk 2 after the test fit revealed that the foot that screws onto the lower body section ledge didn’t protrude far enough. This is the middle frame in the picture of three. The final (Mk 3) design frame is shown on the left and has a wider foot. This was supplied to Nigel Knight to wire up.
The small plate to which Brian mounted his TCC Metalmite CP33N capacitor and volume and tone potentiometers required a lot of educated guesswork to replicate due to the lack of pictures of the original piece. I must have designed and CNC cut at least four of these before I was reasonably satisfied that the outline matched the original piece. This kind of intricate detail will only be appreciated by the dedicated enthusiast.
Next article:
Parts 13-16: Pickguard Set
Previous article:
Parts 5-7: Upper Oak Insert
