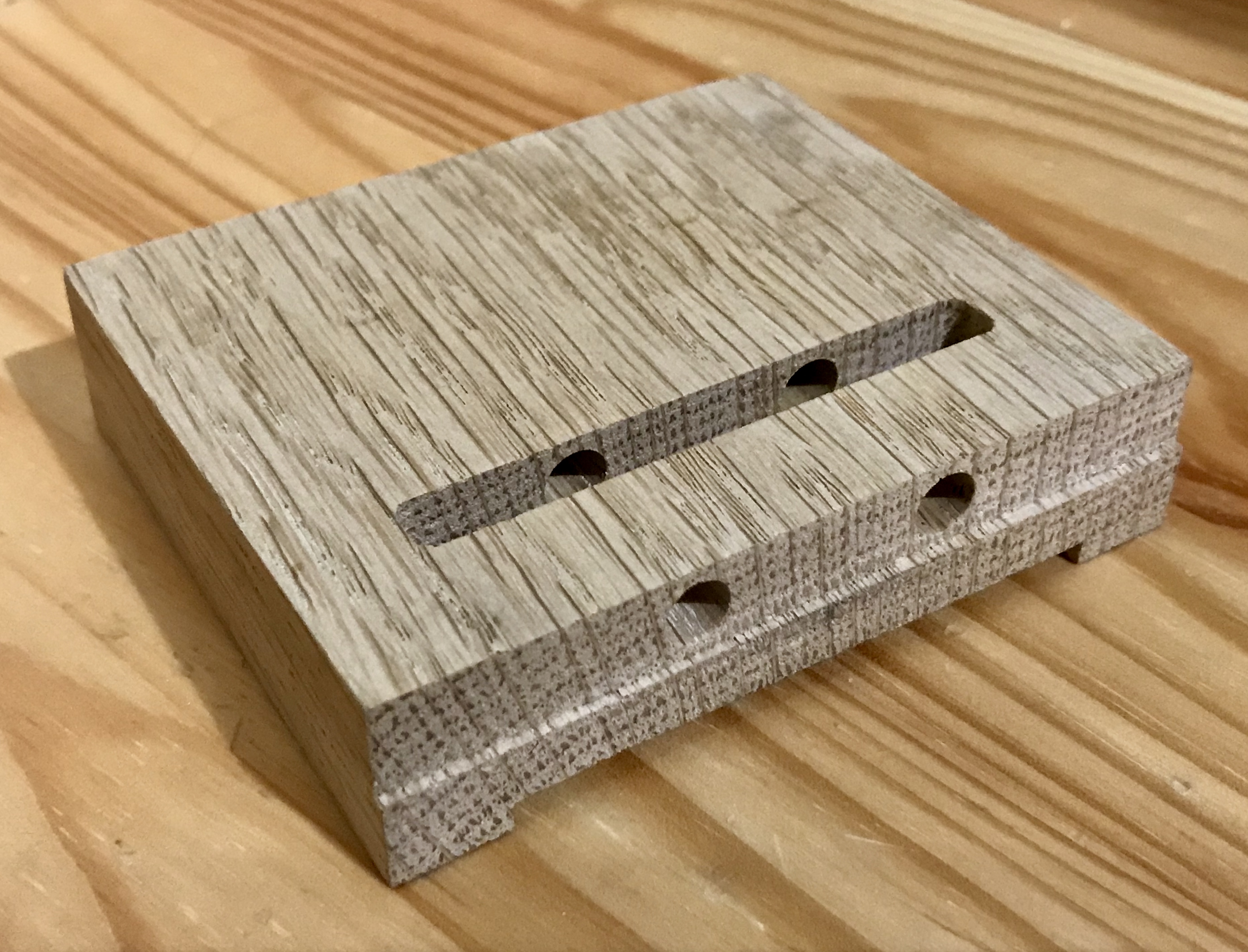
One of the first cuts I did (on 19th December 2016) when I got my Stepcraft CNC machine assembled and mechanically tuned so that it cut accurately and without losing steps was the small oak insert in the upper body section. The knife edge plate and tremolo bolt retainer bar are installed in this piece. My original design involved routing out square section rebates for the 1/4″ diameter bolts to pass through (as most other Red Special builders do) but it seems logical that Brian simply drilled 1/4″ or slightly larger channels so I also worked up a design with this feature. See the various pictures in the gallery below.

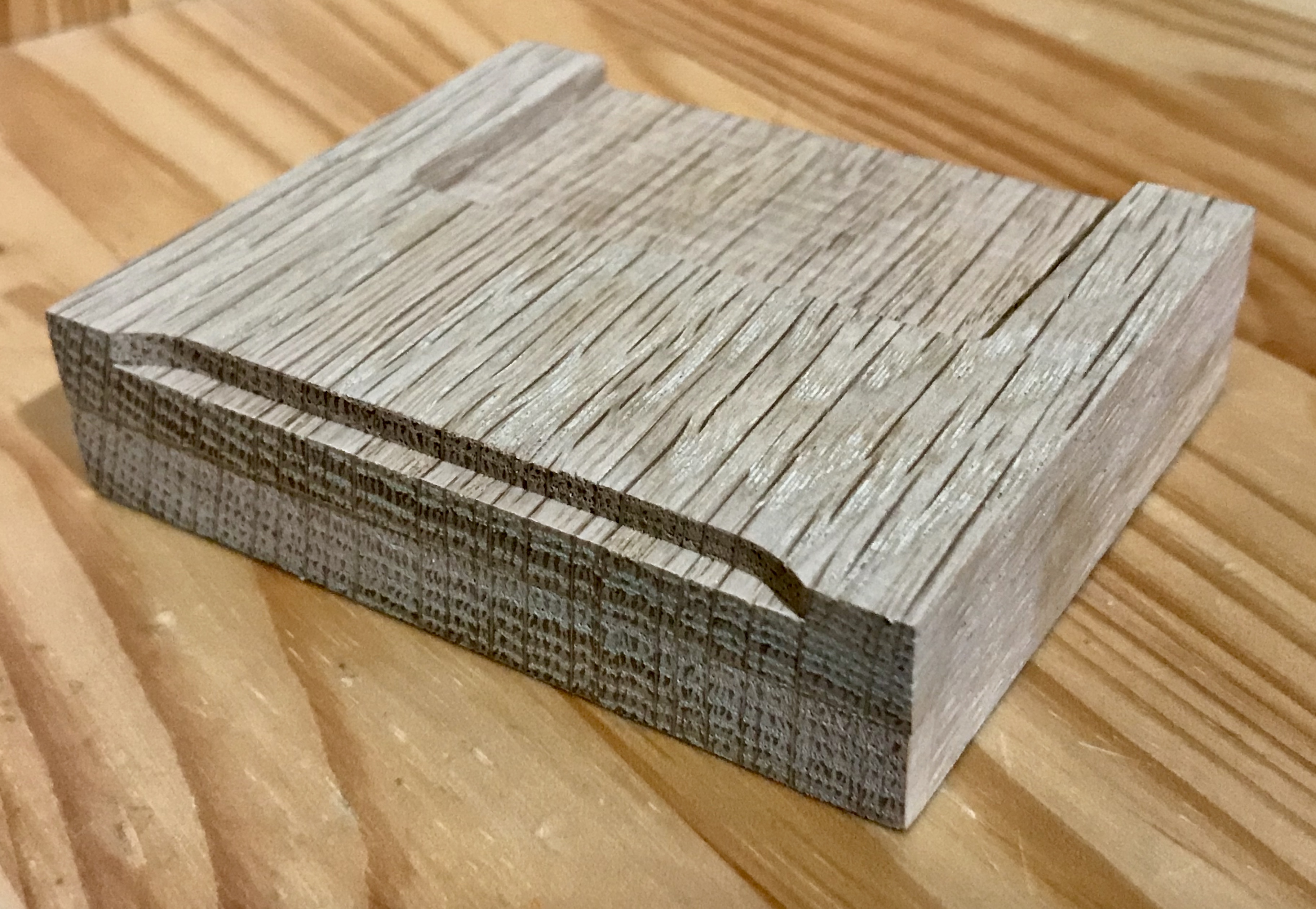
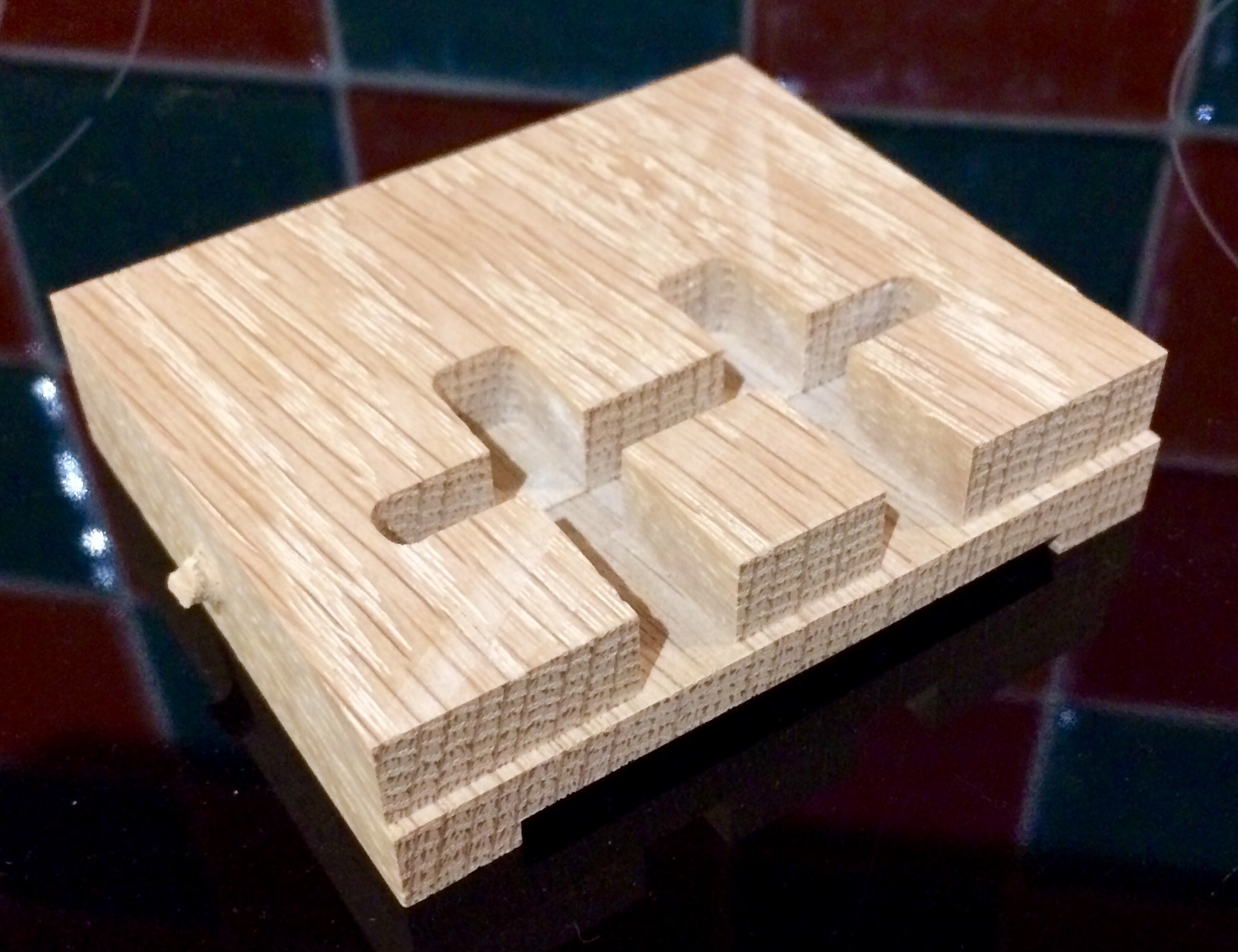



I decided to cut away the lower section slightly leaving a rebate to allow the tremolo tailpiece/block to achieve the maximum possible angle on upward movement. I don’t know whether the original guitar had this feature or not because detailed pictures of the tremolo cavity are not available. It appears from Greg Fryer’s design sketches that Brian used a 1/8″ steel bar, likely drilled and tapped with two captive nuts on the back to retain his tremolo bolts:
https://fryerguitars.wordpress.com/red-special-scratchplate-and-hardware/
To make life easier, I just cut up a section of 1/4″ thick ground flat mild steel stock to size and drilled and tapped it to 1/4″ thread. Attached are some pictures of this piece with my springs, brass spring cups and self-colour steel set screws for the tremolo system. I believe that the original set screws are 1/4″ UNF thread x 2 3/4″ long fully threaded with a slotted hexagonal head. I subsequently replaced the longer, part-threaded items show in some of the pictures with the correct set screws. I cut the slots in the heads myself with a diamond cutting disc.



The embedded videos below illustrate the CNC cut of the revised design block on 25th October 2017. The footage of the upper side cut is incomplete but there is sufficient footage to give you an overview of the process. 1.5 mm of material is removed per pass with a 4 mm diameter, two flute solid carbide flat end mill. The XY feed rate is 2,500 mm/min, Z feed rate 120 mm/min and spindle speed 18,000 rpm. I subsequently reduced the spindle speed to 10,000 rpm because the higher velocities generated too much heat and fine dust spoil.
The piece has features on both faces therefore a double-sided cut is required. This necessitates accurate placing of the workpiece in the same position when it is turned over. This is achieved by drilling holes for registration dowel pins right through the workpiece to the MDF spoil board underneath.
Next article:
Parts 8-12: Aluminium Sheet Parts
Previous article:
Parts 3-4: Body Section Test Cuts
