After several trial cuts I successfully cut a final quality pickguard and tremolo cavity cover plate from nominally 3 mm thick black cast acrylic/perspex sheet sourced from, and cut to suitably sized workpieces by a local plastics supplier. I was surprised to find quite a substantial variation in the sheet thickness from around 2.75 to 3.2 mm. CNC cutting brittle hard plastic requires very similar parameters to aluminium.
I read on a forum post that one CNC operator describe clear perspex as “transparent aluminium” in a nod to the classic scene from Star Trek IV: The Voyage Home. In any case, the comparison is apt. The embedded video below illustrates a typical cut. For reference, take a look at the analogous page for my Burns Red Special upgrade which has a more recent video of a pickguard CNC cut with some more detailed discussion of the different stages in the process: https://dsgb.net/projects/burns/routing/
Once the CNC cut is complete, quite a lot of manual finishing is required. I abraded the machining marks from the outer edge with 180 grit abrasive paper then finished with 600 and then 1200 grit wet and dry paper then polished to a high gloss with T-Cut, an automotive finish cutting compound. I filed out the switch apertures to square edges with diamond files and enlarged and countersunk the mounting holes to accept Gibson #3 pickguard screws. Ultimately, I modified the design such that I cut out the section under the roller bridge separately.
I drilled the potentiometer shaft apertures to 3/8″ diameter in case I wish to mount potentiometers directly to the pickguard. Although I cut the holes to 3/8″ (9.5 mm), they would originally would only have been about 1/4″ diameter to clear the potentiometer shafts. Later, I applied copper shielding foil to the underside of the pickguard and trimmed it to fit with a craft knife.




The little black plastic plate that covers the truss rod adjusting bolt is a probably one of the most mundane items on Brian May’s Red Special guitar. However, when the shape is examined in detail, it is quite interesting. Tracing the size and shape from scaled drawings into TurboCAD to prepare the design, it appears that the total length is 2″ with 1/16″ captive in a rebate in the Bakelite nut and 1 15/16″ showing. It appears that the width at the base is 15/16″ (23.8 mm) because it spans three string spacings of 5/16″. The ratio of width to height on the attached photograph and tracing is 2:1. Knowing Brian’s love of mathematics, I wondered if it is a parabolic shape. Assuming that Brian used the nearest imperial measurement (down to a precision level equivalent to a sharp pencil, i.e. not less than 1/32″ or 0.8 mm) the co-ordinates forming the shape fit a parabolic equation with formula y = 1/3 x^2 to within a few tenths of a millimetre, i.e.
(0, 0)
(1/8”, 1/8”)
(1/4”, 17/32”)
(3/8”, 1 3/16”)
(7/16”, 1 5/8”)
(15/32”, 1 7/8”)


The embedded video below shows the two stage process: the first run thicknesses the cast black acrylic sheet from a nominal 3.0 mm down to around 1.6-1.7 mm (nominally 1/16″ but with a little left to allow for sanding with 1500 grit wet and dry abrasive paper and polishing with T-Cut).
These covers seem to be 2.0 to 2.5 mm thick on most Brian May Red Special replica guitars but I believe that Brian made it from the same Perspex sheet that he made his original pickup surrounds from and was aiming for 1/16″. Greg Fryer mentions this thickness in his 1998 Red Special restoration section of his website. On completion of the CNC cut, the piece is manually finished in the same manner as the pickguard itself, i.e. machining marks from the outer edge with 180 grit abrasive paper then finished with 600 and then 1200 grit wet and dry paper then polished to a high gloss with T-Cut.
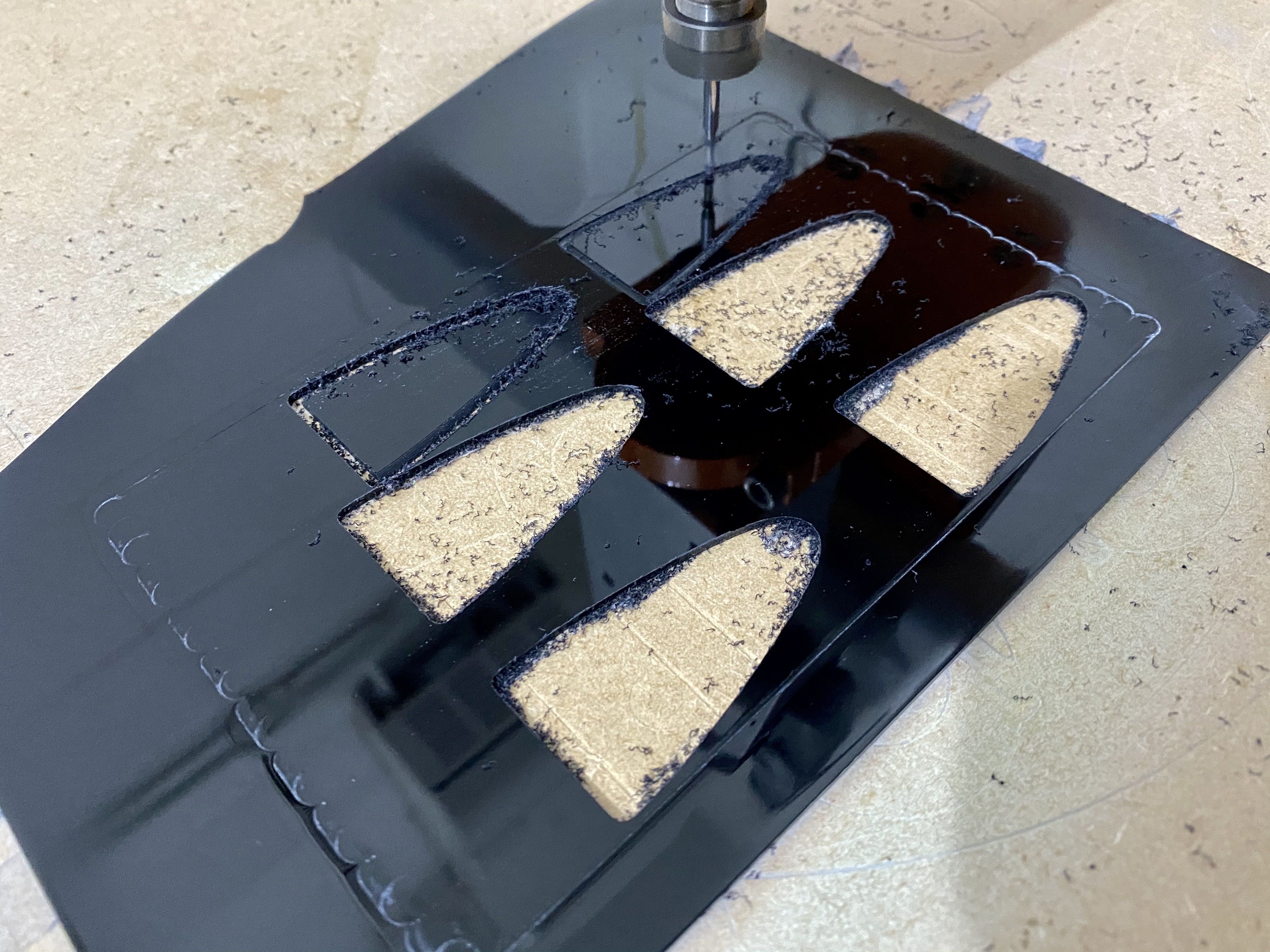
To complete the pickguard set, I cut some pickup surrounds from cast black perspex/acrylic sheet in September 2017. First I ran a toolpath to reduce the thickness of the nominally 3 mm thick perspex to 2 mm thick (speeded up x20) then I abrade the machining marks out of the thicknessed area with 600 grit paper (not shown) then I cut the individual pickup surrounds (each one speeded up 8x).
I used a 6 mm diameter 2 flute solid carbide end mill for the thicknessing toolpath and a 2 mm diameter single flute solid carbide end mill to cut each pickup surround. CNC parameters are as previous perspex cuts. I originally used a waterline toolpath only with a stepdown of 0.2 mm to achieve a reasonably fine rounded over outer edge. I subsequently optimised the design and CAM toolpath for the pickup surrounds to cut rounded over edges using a 0.1 mm step down. This requires very little manual finishing to produce a smooth, attractive finish. Note that Brian’s original pieces were approximately 1/16″ (1.6 mm) thick according to the information on Greg Fryer’s restoration page but I prefer a slightly chunkier look so made them 2 mm thick.
Next article:
Parts 17-22: The Neck
Previous article:
Parts 8-12: Aluminium Sheet Parts
