I made the YouTube video below (duration 7m 20s) in March 2023 to give a brief overview of the process of designing, CNC cutting and then inlaying the two mother-of-pearl (nacre) pickguard motifs on Brian May’s original Red Special guitar and his arch top semi acoustic guitar made by Andrew Guyton.
I inlay these motifs into a two inch diameter sampler disc CNC routed from some of the black acrylic I cut Red Special pickguards from. The edge is bevelled, abraded and polished to a scratch-free gloss finish. By referring to photographs of the original, I created my own interpretation of Greg Fryer’s 1997 MayStar design in TurboCAD. It measures 1/2″ wide by 5/8″ high across the outer four tips which are slightly rounded using a 1/64″ diameter circle to avoid the risk of chipping the sharp points. I use a 1/32″ (0.8 mm) diameter two flute end mill so the radii of the inner arcs are equivalent to this. The inner four tips are aligned to a square measuring 7/32″, (5.5 mm) and the circles forming these arcs are located on rectangles measuring 7/32″ x 7/64″ (5.5 x 2.78 mm).

Again by referring to photographs of the original, I created my own interpretation of Andrew Guyton’s badger design in TurboCAD. I sized it to 3/4″ (19 mm) high by 19/32″ (15 mm) wide. The shape is more organic than the MayStar with no line segments so I constructed it using spline curves.
To execute the CNC cuts, I attach a piece of flat planed white timber to the machine bed with double sided adhesive tape as a spoil board. I then attach the 1/16” (1.6 mm) thick mother of pearl sheet to the timber using medium viscosity clear cyanoacrylate superglue. This ensures strong hold down on the segments with a very small cross-sectional area. Feeds and speeds are very conservative: 125 mm/minute in the XY plane and 10 mm/minute up and down (Z). The rotational speed of the spindle is 7,500 rpm which is a standard speed I use with brittle materials such as acrylic. Each pass removes only 0.1 mm of material. To release the pieces, I soak the workpiece in acetone until they are loosened then prise them off the timber very carefully with a utility blade.

The rebates are 1.25 mm deep and routed using the same feeds and speeds used to cut the mother of pearl sheet. Both these rebates took around 40 minutes to complete.
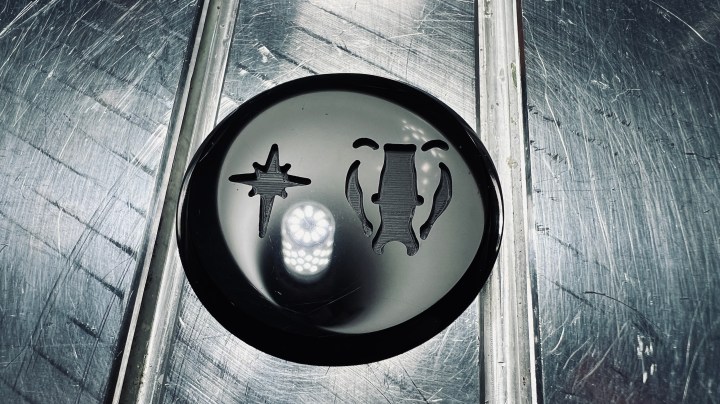
After a dry fit check, the pieces are glued in place using liberal quantities of black cyanoacrylate adhesive using a precision nozzle from Stewart Macdonald in the USA. The superglue squeezes out to fill the gap between the edge of the mother of pearl object and the acrylic surround. At this stage, the result is very messy and unsightly but after the superglue has fully cured, the mother of pearl and any excess residue is abraded flush to the surface of the acrylic disc with 600 grit then 1200 grit abrasive papers prior to polishing with automotive paintwork cutting compound.

Return to the FAQs section home page:
https://dsgb.net/faqs/
