Part 44: Edge Binding Preparation Work & Testing
Although I made a veneer scoring tool (based on the Schneider gramil sold by Luthiers Mercantile International (LMI) and described in Part 42) to minimise the risk of veneer tear out, I carried out a test rout without first scoring the veneer to assess the results. I routed the channel on the lower edge of the test guitar body the full height of the plastic binding (1/4″ or 6.35 mm) to allow it to be used to pre-shape/stress relieve the binding in conjunction with an electric heat gun prior to gluing on to the final body. I found that this makes the binding attachment much easier. This test rout is illustrated in some of the pictures in the first gallery below.
I used the same method as with my 3/4 scale Brian May Red Special build (which was a solid mahogany body). This involved a Makita RT0700CX4 laminate trimmer/mini router and the StewMac bearing guided tungsten carbide router bit. With due care and attention (e.g. holding down the router base with two fingers onto the surface), a low router speed (setting 2 on the Makita) and working in a clockwise direction around the guitar in the same direction of rotation that the router bit is turning, the results were near perfect with no veneer tear out whatsoever evident and no frictional burning of the timber.
Part 45: Edge Binding Pre-Shaping
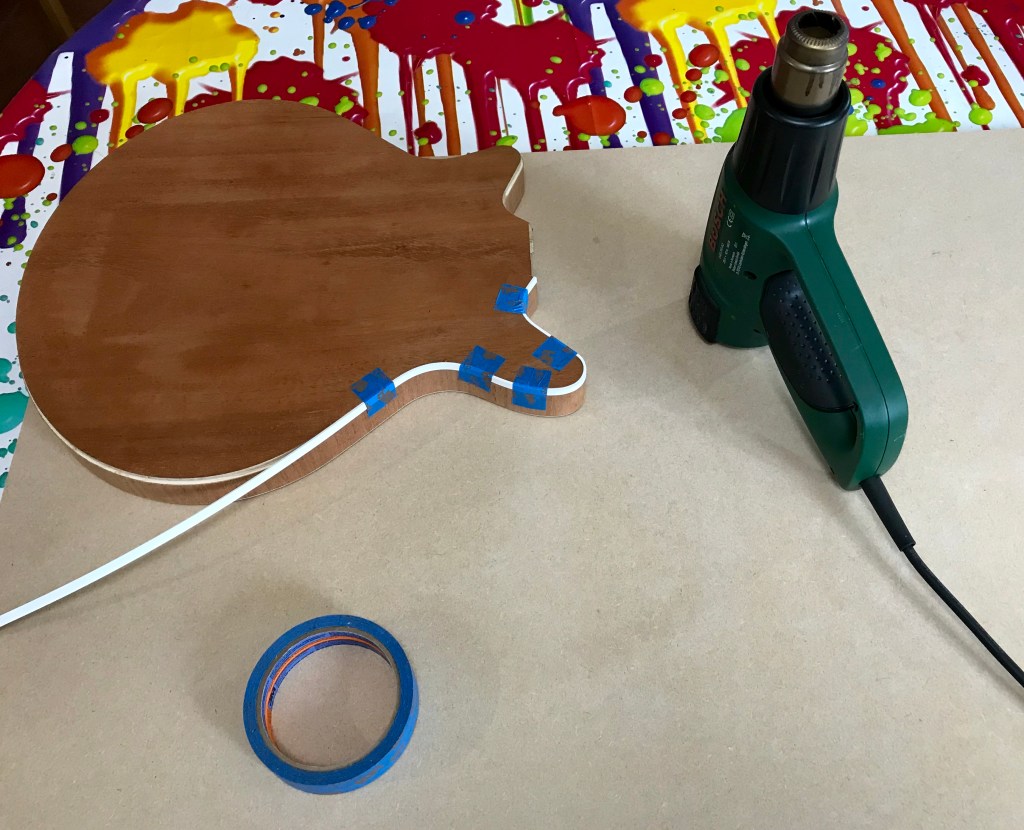
Pre-shaping the plastic edge binding using an electric heat gun prior to gluing makes fitting it to the final body much less awkward. I fed the binding onto it with intermittent application of heat from the heat gun on its lower setting to soften the plastic just enough to make it workable. When it was correctly shaped/stress relieved to a section, I taped it in place and continued to work around the body.






This binding/purfling is made from white CAB (Cellulose Acetate Butyrate) plastic which is flexible and has a softening temperature range of 90-120°C depending on the amount of plasticiser present. The top and bottom edge are both rough and one requires to be flatted to allow a uniform flush fit against the bottom of the rebate. I fitted the binding to the rebate in the final body by applying cyanoacrylate superglue sparingly with a small brush to the rebate in sections and holding it for 45 – 60 seconds until it is set before moving on. This avoids the requirement to apply masking tape to hold the binding in place. Any overspill/squeeze out is removed carefully with acetone.
The edge binding stage is one of the trickier jobs on the build and there are several pitfalls. Applying heat to shape the binding on the final guitar body should be avoided because it can shrink the delicate side veneer. Application of excessive heat should be avoided because this will soften the plastic such that it can suffer indentations, e.g. from fingernails and become misshapen.
The height of the final binding channel is 5/32” (4 mm) therefore 3/32” (2.4 mm) will require to be scraped off. I considered using my CNC machine to rout a 2 mm wide x 4.5 mm deep body-shaped channel in an MDF panel to create a jig to allow the height of plastic to be reduced by scraping it before final fitting. However, since I only plan to make one Red Special guitar, I decided not to make too many bespoke templates and jigs. The images of the binding application and scraping phase in the gallery below are from Jon Underhill’s Brian May Red Special replica build.




Part 46: Edge Binding Application
After pre-shaping the 1/4″ high x 5/64″ thick plastic edge binding (purfling) around a rebate routed into my test body described in Part 45, I routed the upper and lower edges of the final guitar body in the same way and applied the binding. This was done by progressively brushing cyanoacrylate superglue into the rebate and pressing firmly on the plastic strip for a minute until the glue set. After leaving 24 hours for the glue to fully harden, I scraped the plastic strip flush with top and bottom surfaces and with the vertical face using a craft knife blade. This is the state illustrated in the attached images. The edge of the binding still requires to be rounded over, probably to 1/16″ radius, partly for aesthetic reasons and partly to reduce the likelihood of the lacquer chipping on impact with a 90 degree edge. For this job, I will fashion a small radius scraper by drilling the corner of a section of brass sheet.





Inevitably, minor repairs are required with such an intricate process. Small gaps can be filled with a mixture of purfling dissolved in acetone or with a white epoxy putty such as Milliput. In this case, the body wood and veneer at the apexes adjacent to the neck mortise are untidy and will require attention before moving forward to the staining and lacquering.
Next article:
Part 47: Marrying the Body and Neck
Previous article:
Part 43: Neck and Fretboard Assembly
